

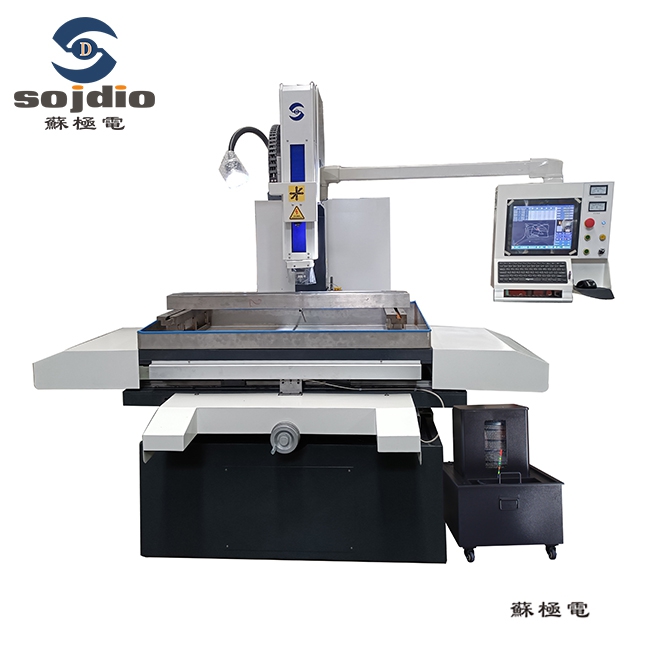
上海秦SD-435Q
详细介绍:
机械配置 | |||||||
1 | X.Y轴行程 | 450*350mm | 8 | 主轴导轨 | 直线导轨 | ||
2 | 主轴行程 | 380mm可装500铜管 | 9 | 主轴和拖板丝杆 | 精密滚珠丝杆 | ||
3 | 机头W轴二次行程 | 280mm | 10 | 机床外形尺寸 | 2200*1200*2000mm | ||
4 | 工件高度 | 320mm | 11 | 旋转头 | 钨钢结构 | ||
5 | 机床重量 | 950kg | 12 | 拖板导轨 | 精密直线导轨 | ||
6 | 机床承载 | 360kg | 13 | 水盘尺寸 | 440*720mm | ||
7 | 机头W轴二次升降 | 电动 | |||||
电气配置 | |||||||
1 | 加工孔径 | Ø0.2~Ø3MM | 8 | 修电极功能 | 有 | ||
2 | 机床额定功率 | 4.5KW | 9 | 参数存储功能 | 有 | ||
3 | 加工电流 | 36A | 10 | 断电记忆 | 有 | ||
4 | 加工方式 | 一键加工 | 11 | 定深功能 | 有 | ||
5 | 数显 | 12寸液晶三轴数显 | 12 | 抬刀功能 | 有 | ||
6 | 主轴快速升降 | 可调 | 13 | 材料数据库 | 有 | ||
7 | 旋转速度 | 可调 | 14 | 高频软启动 | 有 | ||
数控系统 | |||||||
1 | 图纸导入 | DXF格式图纸直接导入编控软件,自动产生加工轨迹,一键加工。 | 10 | 加工 | 任何角度,曲面,球面,不规则表面进行加工 | ||
2 | 自动分大小孔加工 | 可以对不同孔径的孔选择加工。 | 11 | 防碰撞检测功能 | 有(非加工状态下工件和电极接触会报警停止) | ||
3 | 轨迹显示 | 孔位信息在显示屏显示,加工轨迹自动跟踪,还可随时进行编辑。 | 12 | 电极损耗结束 自动报警 | 电极碰到下限位自动回到上限位并停止加工,等待更换铜管。 | ||
4 | 位置精度 | 采用闭环回路控制系统,自动追踪所定位之值,并随时系统做出调节。 | 13 | 深度控制 | 系统可以设置任意深度和铜管提升高度来控制加工精度。 | ||
5 | 加工1 | 任意设置起始点或任意加工段进行加工 | 14 | 穿透检测 | 有(用户可以选择AI检测和物理检测两种方案) | ||
6 | 加工2 | 具有掉电记忆功能,异常断电情况下不会丢失加工数据。 | 15 | 电脑 | 采用主流win7系统工控电脑,运行速度快,可同时处理海量数据. | ||
7 | 加工3 | 数字高频电源,加工稳定,高效,低耗,节能。 | 16 | 操作 | 操作简单,易学。半小时即可培训上岗, | ||
8 | 加工4 | 自带专家工艺库,只需输入工件材质、电极直径、加工要求等条件,加工参数自动调取,也可以对孔加工参数进行手动调整,保存等 | 17 | 传输 | 具备丰富的数据接口,系统可通过U盘、网口、无线直接把数据调入并可进行编辑,产生最合理的加工路线 | ||
9 | 加工5 | 具备自动分中、自动寻边、自动寻工件表面 | 18 | ||||


最近浏览:



相关新闻
- 蘇極電科技诚邀您参加洛阳工业博展会 2021-07-21
- 蘇極電诚邀您参观2020DME... 2021-07-21
- 金秋九月,苏极电与您相约常州国... 2021-07-21



