

张家港数控、专业、质量好的小孔机品牌
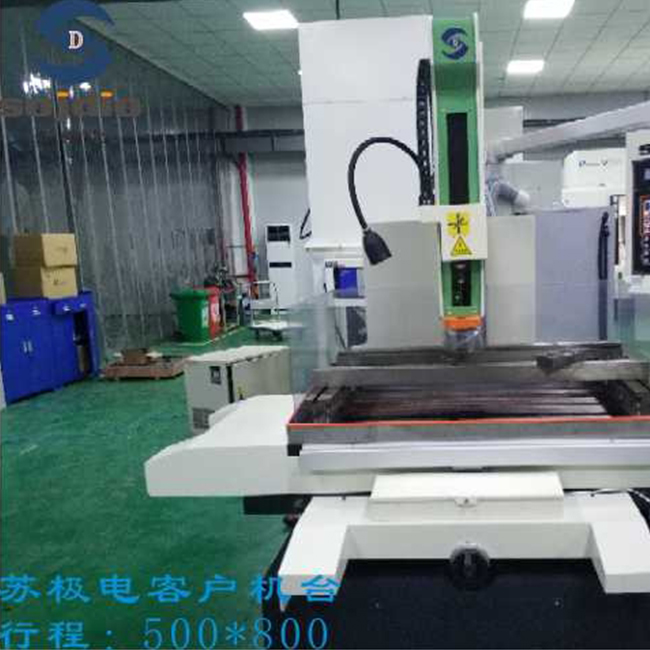
数控高速电火花穿孔机优缺点分析数控高速电火花穿孔机技术较好地解决了大量长期以来困扰各有关行业的深小孔穿孔的难题,它的一些特点是目前其它方法无法替代的。数控高速电火花穿孔机优点孔径范围一般在.3mm一3mm,深径比能达3:1以上。这是其相比于其他工艺非常重要的一个优点对于小径深孔的。由于数控高速电火花穿孔机技术使用水基工作液作为介质,数控、专业、质量好的小孔机品牌因其电导率大,在极间电压作用下会产生介电系数与水不同的,数控、专业、质量好的小孔机品牌从而导致放电间隙增大,增加击穿延时,提率。

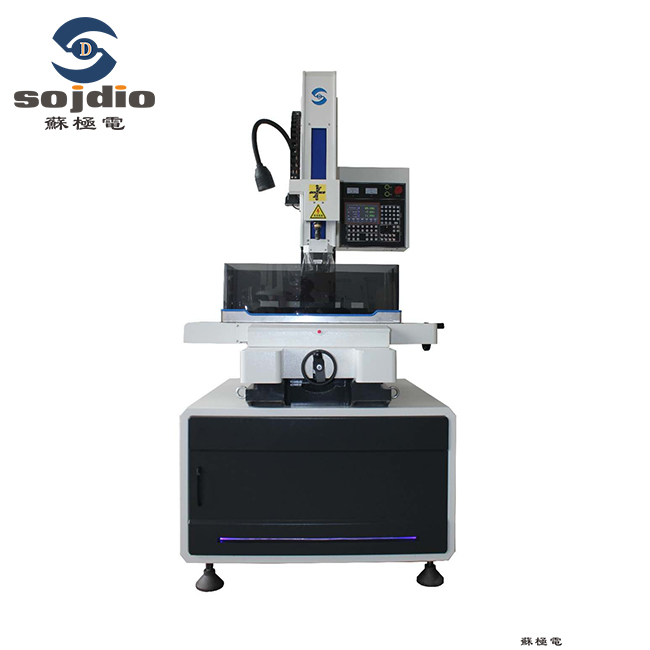
穿孔机也叫电火花穿孔机、打孔机、小孔机、细孔放电机,数控、专业、质量好的小孔机其工作原理是利用连续上下垂直运动动的细金属铜管(称为电极丝)作电极,数控、专业、质量好的小孔机对工件进行脉冲火花放电蚀除金属成型。目前,亚马森穿孔机广泛应用于半导体、模具、汽车零部件、钟表零件、航空零部件、医疗仪器、汽轮机叶片、化纤喷丝孔、气动元件油路孔等行业中,得到国内大量用户的青睐。
为了延长电火花打孔机的工作寿命,数控、专业、质量好的小孔机提高它的工作效率,我们需要在其工作期间需要对其进行适当的保养与维护,所以在今天的这篇文章中,数控、专业、质量好的小孔机小编为跟大家说电火花穿孔机保养注意事项。辐射干扰:电磁或电场在自然界中无处不在。工作中的电火花穿孔机除了受到电场的作用外还受到了磁场的作用。电火花穿孔机在运行过程中,由于工作环境的恶劣性,不可避免的会受到电磁干扰。
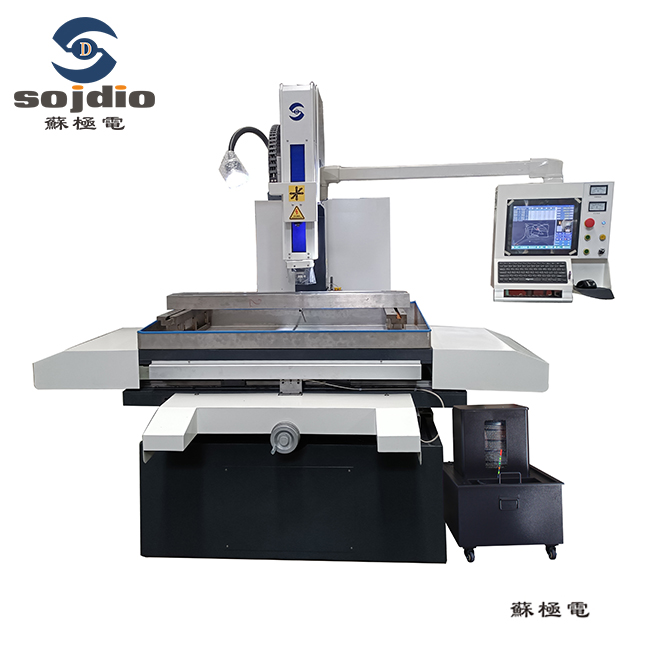
线切割加工机床可分为几种?1.数控、专业、质量好的小孔机数字程序控制,电火花小孔机采取头等的数字化自动控制技术,驱动机床按照加工前依据工件几何形状数预先编制好的数控加工程序自动完成加工状态,电火花小孔机不需要制作模样板也无需制作放大图,数控、专业、质量好的小孔机品牌对比前面两种控制形式具有特别高的加工精度和广阔的应用范围,当前我国外95%以上的电火花线切割机床电火花穿孔机都已采用数控化。

多轴数控电火花穿孔机床过载能力不同步进电机一般不具有过载能力。数控、专业、质量好的小孔机品牌交流伺服电机具有较强的过载能力。它具有速度过载和转矩过载能力。其大转矩为额定转矩的二到三倍,小孔机品牌可用于克服惯性负载在启动瞬间的惯性力矩。步进电机因为没有这种过载能力,在选型时为了克服这种惯性力矩,往往需要选取较大转矩的电机,而机器在正常工作期间又不需要那么大的转矩,便出现了力矩浪费的现象。



